STARTLOCHTECHNIK SEEBURGER - UNSERE LEISTUNGEN
STARTLOCHERODIEREN
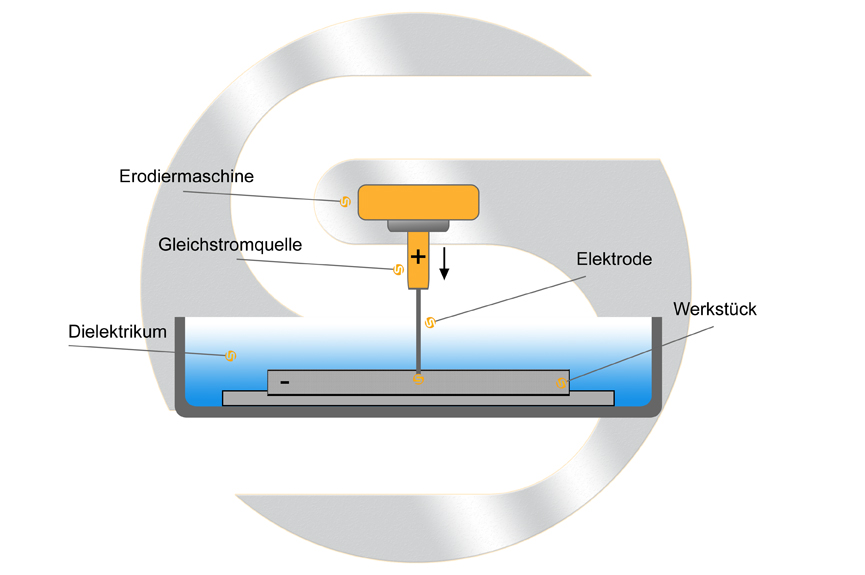
In der CNC-Fertigung kommt Startlocherodieren meist zum Einbringen von Startlochbohrungen zur nachfolgenden Drahterosion zur Anwendung. Aber auch für die Herstellung von Bauteilen mit mehrfachen Lochbildern oder Bohren unter verschiedenen Winkeln, ist sie bestens geeignet. Unsere Fachgebiet liegt bei Kühlkanal- und Entlüftungsbohrungen in sämtliche Gewindebohrer, Gewindeformer, Schrumpffutter, Fräsaufnahmen, Schrauben, Bauteilen u. v. m. Die Bearbeitung erfolgt in einem nicht leitenden Dielektrikum und als Werkzeuge kommen meist Messing- oder Kupferelektroden zum Einsatz, welche mit rotierenden Bewegungen das Material abtragen. Der Transport des abgetragenen Materials erfolgt durch das Elektrodenrohr mit dem Dialektrikum, welches das Werkstück auch vor thermischen Belastungen schützt. CNC-gesteuertes Startlocherodieren eignet sich hervorragend zur schnellen und wirtschaftlichen Bearbeitung von dünnen und dicken Materialien.
Dank unseres Maschinenparks durch mehrere Startlocherodiermaschinen „schießen“ wir für Sie Löcher von 0.2mm bis 4mm in Stahl, VA- Stahl und Hartmetall – absolut präzise, glatt und gratfrei. Wir erodieren auf insgesamt 4 CNC – gesteuerten Maschinen (Verfahrwege X-Y-Z 600 x 400 x 300mm), davon eine spezielle Maschine für Hartmetall, da diese mit Mineralöl als Dielektrikum betrieben wird (Verfahrwege X-Y-Z 380 x 280 x 350) Dann haben wir noch 2 manuelle Maschinen, auf denen wir überwiegen „Schnellschüsse“ erodieren.
Bildliche Darstellung der Funktionsweise
LASERSCHWEIßEN
Das Laserschweißen, oft auch Laserstrahlschweißen, bezeichnet ein Schweißverfahren, das Laserenergie nutzt, um Schweißverbindungen vor allem zwischen metallischen Werkstücken herzustellen. Der Laserstrahl wird dafür optisch fokussiert, wodurch ein sehr hoher Energieeintrag eine sehr kleine Stelle zum Schmelzen bringt.
Das Schmelzbad wird beim Laserschweißen durch Schutzgas, meist Argon, vor Oxidation geschützt. Im Schweißbad verbinden sich die Werkstücke und der Schweißzusatz zu einer Schweißnaht. Durch die Fokussierung des Laserstrahls beschränkt sich der Wärmeeintrag auf einen sehr kleinen Teil des Werkstücks, wodurch die Schweißnaht sehr schnell abkühlt - eine Folge des hohen Temperaturgefälles des verschweißten Bereichs zur Gesamtheit des Werkstücks.